
Technology
事業内容
当社は設立50周年を迎えた歴史と信頼のある板金・製缶加工の専門企業です。
最新設備と高度な技術力を駆使し、あらゆる業界のニーズに対応した製品や部品、フレームの製造を行っています。
長年培った経験と柔軟な対応力で、高品質かつ精度の高い加工を実現。
お客様のアイデアを形にするパートナーとして、最適なソリューションを提供いたします。


当社では、夜間運転が可能なファイバーレーザー複合機を保有し、効率的かつ精度の高い加工を実現しています。また、ロボットベンダーを導入することで、安定した品質と迅速な対応を可能にし、お客様の納期や生産性向上に貢献しています。量産品から多品種少量生産まで柔軟に対応できる体制を整え、あらゆるニーズにお応えします。高い技術力と設備力を活かし、お客様の期待を超える板金加工サービスを提供いたします。

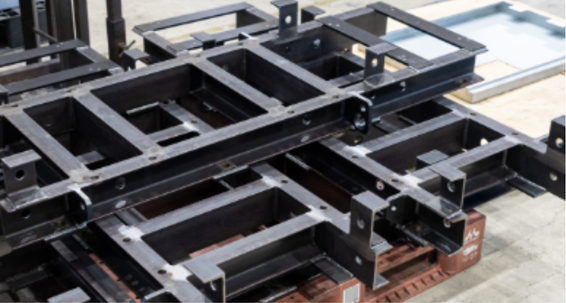
当社は、長年の経験と高い技術力を活かした製缶加工を行っています。大小さまざまな製品や部品の製造に対応可能で、複雑な形状や高い強度が求められる案件にも柔軟にお応えします。最新設備を駆使し、溶接技術や品質管理にも細心の注意を払うことで、高精度かつ信頼性の高い製品をお届けします。産業機械用フレームやタンク、構造物など、多種多様な製品に対応し、お客様のご要望に最適な製缶加工ソリューションを提供します。

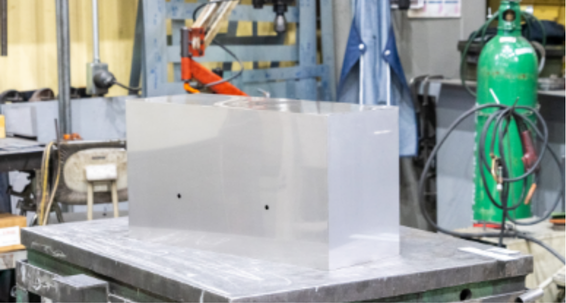
当社では、夜間運転が可能なファイバーレーザー複合機を保有し、効率的かつ精度の高い加工を実現しています。また、ロボットベンダーを導入することで、安定した品質と迅速な対応を可能にし、お客様の納期や生産性向上に貢献しています。量産品から多品種少量生産まで柔軟に対応できる体制を整え、あらゆるニーズにお応えします。高い技術力と設備力を活かし、お客様の期待を超える板金加工サービスを提供いたします。

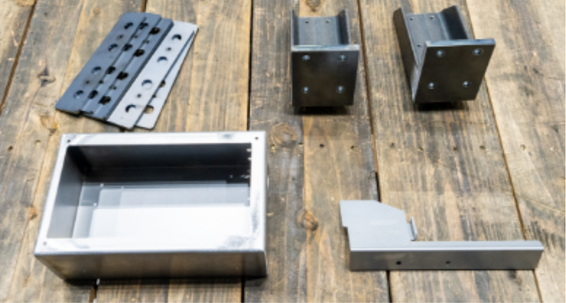
当社は創業当時から多品種少量ロットの製造を主力事業として展開しており、これまで数多くのお客様に柔軟な対応力でご満足いただいてきました。少量生産ながらも高品質を追求し、短納期でお届けすることを得意としています。最新設備と熟練スタッフによる効率的な生産体制を整え、多様なニーズに対応可能です。多品種少量生産に特化した強みを活かし、お客様の製造パートナーとして信頼される存在を目指しています。


当社では、設備の自動化や夜間運転が可能な生産体制を整え、新たに量産品の製造にも対応しています。これにより、大量生産でも安定した品質と効率的な生産を実現し、お客様のコスト削減や納期短縮に貢献します。
また、先代から受け継いだ確かな技術力を活かし、量産品にも精度の高い加工を反映しています。経験と最新設備の融合による最適なソリューションを提供し、信頼いただける製造パートナーとして、多様な業界に向けた量産対応を行っています。


当社では、CO₂溶接、TIG溶接、YAGレーザー溶接の3種類の溶接技術を活用し、製品の使用目的や要求される特性に合わせて最適な溶接方法を提案・提供しています。それぞれの溶接方法の特長を最大限に活かし、精度の高い仕上がりと耐久性を実現します。
薄板から厚板まで、多種多様な素材や形状に対応可能で、複雑な溶接も熟練スタッフが丁寧に仕上げます。これにより、高品質かつ信頼性のある溶接サービスをお客様にお届けし、多様な業界の製品製造を支えています。